
Jedicut propose un système d'extension permettant à tout développeur de participer au projet en ajoutant des plugins....
Actualité du site
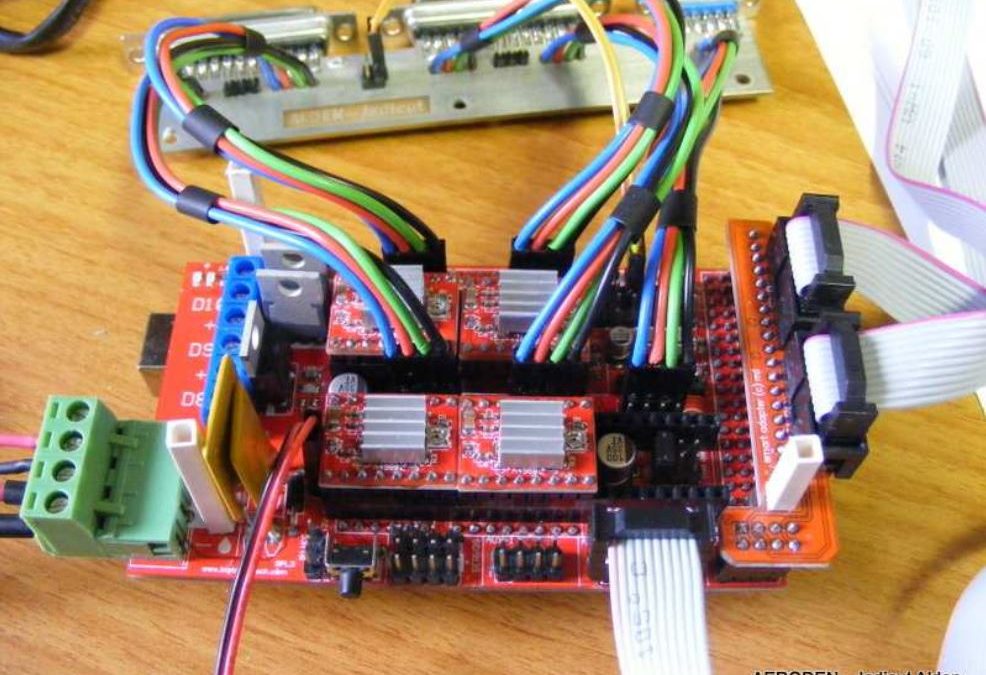
Arduino et Ramps 1.4 pour la découpe au fil chaud (partie 1)
Une carte de contrôle CNC simple et moderne MàJ oct-2019 : un article plus récent décrit la construction de...
Jedicut.com est prêt, la migration du site va commencer
Cette fois c'est fait : les fondations du nouveau site Jedicut.com sont posées ! Alors vous en pensez quoi ? Pour...
Aucun résultat
La page demandée est introuvable. Essayez d'affiner votre recherche ou utilisez le panneau de navigation ci-dessus pour localiser l'article.