La table de découpe au fil chaud CNC de Manfred
Manfred a présenté sa table sur le forum, et il propose en téléchargement un fichier dxf contenant je suppose les plans de sa machine de découpe au fil chaud.

Manfred a présenté sa table sur le forum, et il propose en téléchargement un fichier dxf contenant je suppose les plans de sa machine de découpe au fil chaud.
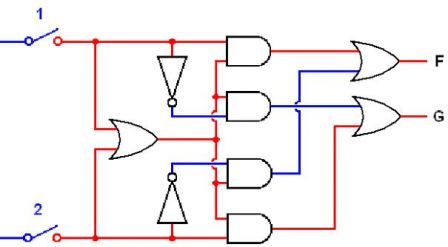
Voici les schémas de base permettant de reproduire le champ magnétique bipolaire en partant d’une commande unipolaire.
Remarque : dans les schémas qui suivent, tous les interrupteurs sont raccordés à la masse donc quand ils se ferment c’est un négatif qui apparaît.
Les sorties F et G doivent-être positives.
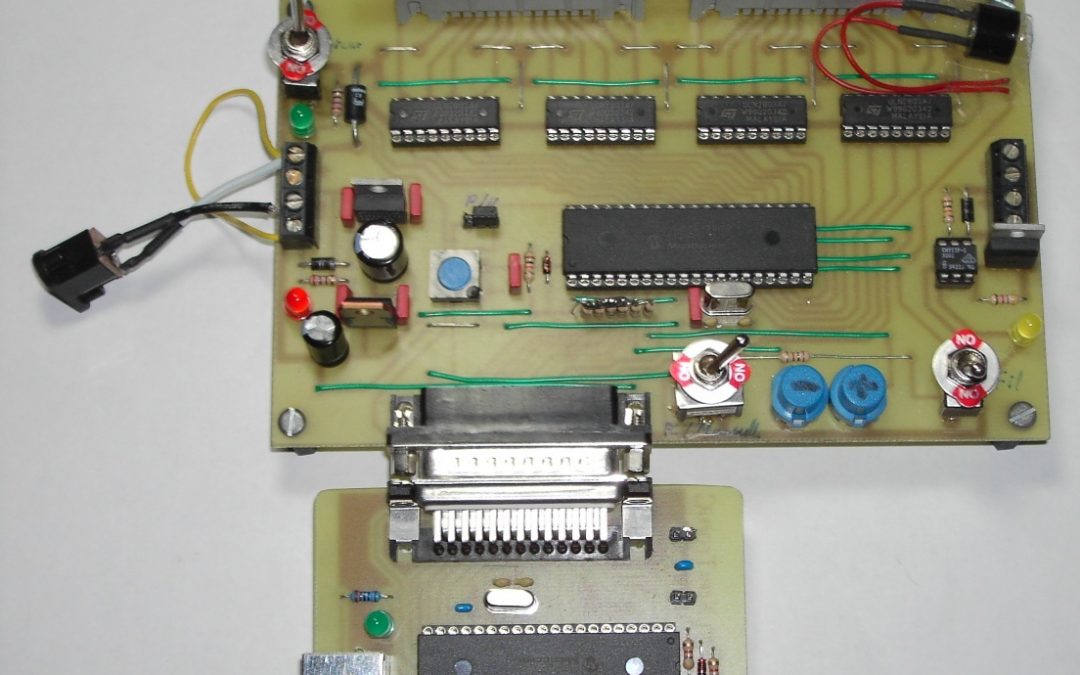
Objectif principal : Piloter à moindre coût une carte MM2001 (et toutes les cartes au fonctionnement similaire à la MM2001) via le port USB d’un PC.
Pour réussir ce projet, Xavier, un modéliste Suisse, a mis au point un adaptateur USB pour machine CNC. Cet adaptateur se place entre le port USB de votre PC et votre MM2001. Les objectifs de cet adaptateur sont nombreux :
Attention : Cette page présente une approche théorique des transformateurs et aborde quelques conseils de montage. Faire toujours très attention en manipulant les transformateurs, ne jamais le toucher s’il est sous tension. Il faut savoir que des risques d’électrocution pouvant causer de graves lésions (brûlures, coagulation du sang) sont possibles même avec des tensions et des courants faibles. Nous ne pourrons être tenu responsable des montages que vous réalisez ni de votre sécurité.

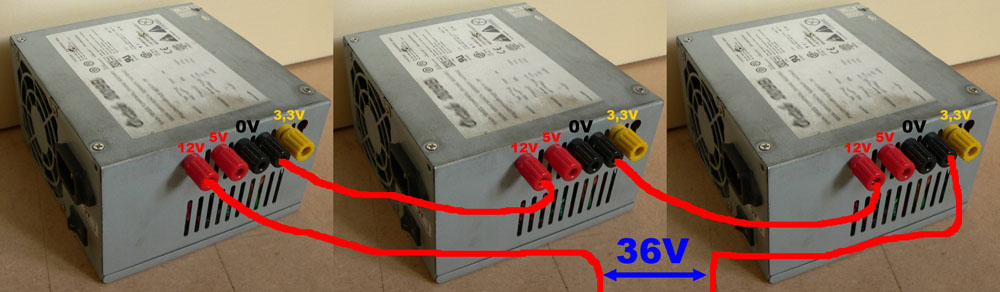
Voici mon alimentation du type ATX qui provient d’un PC acheter d’occasion chez un assembleur pour 5€. Elle a une puissance de 400W (avec 200W ça marche aussi bien). (suite…)

Attention : Cette page présente une approche théorique des transformateurs et aborde quelques conseils de montage. Faire toujours très attention en manipulant les transformateurs, ne jamais le toucher s’il est sous tension. Il faut savoir que des risques d’électrocution pouvant causer de graves lésions (brûlures, coagulation du sang) sont possibles même avec des tensions et des courants faibles. Nous ne pourrons être tenu responsable des montages que vous réalisez ni de votre sécurité.
Les transformateurs sont caractérisés par 2 valeurs :
Exemple : un transfo 100VA 2x10V
![]()
![]()
A gauche un transfo traditionnel réservé aux petites puissances, rendement moyen.A droite transfo torique utilisé pour les puissances supérieur 100VA le rendement est amélioré grâce à une meilleure clôture magnétique d’où sa forme différente.
Voici comment raccorder le transformateur au secteur en appliquant toutes les consignes de sécurité indispensables !
![]()
Souder le cordon d’alimentation aux 2 bornes du transfo. Il est important d’isoler les soudures avec de la gaine thermodynamique, n’oubliez pas de ce coté on travail avec le secteur en 220V !
Le fusible permettra de protéger le transfo des courts-circuits. Pour choisir le bon fusible il faut connaître la puissance du transfo (ex 150VA).
Intensité théorique du fusible : 220V/150VA=1.5A
En fait on va prendre une marge de sécurité de 1,5 : 1,5Ax1.5=2,25A
Maintenant à vous de choisir le fusible qui sera le plus proche de cette valeur.
Objectif : Utiliser de fortes intensités (A)
![]()
A noter que le produite de sortie :
15Vx10A=150VA
Et la tension a vide après redressement par le pont de diode et le lissage par le condensateur et multiplié par 1.41 du coup on peut avoir ça à brancher sur l’arc de découpe :
15V*1,41=21V
Ce qui veut dire que l’intensité maxi avant de griller un transfo vaut ça :
150VA/21V=7A
Mais en gros si on veut garder le transfo intact longtemps il ne faut pas l’utiliser à plus 75% donc :
7Ax0,75=5,2A
A retenir avec un transfo et les enroulements en parallèle 150VA 15V on peut disposer de 21V et 5,2A
![]()
![]()
A noter que le produit de sortie est le même que pour le câblage parallèle : 30Vx5A=150VA
Et la tension a vide après redressement par le pont de diode et le lissage par le condensateur et multiplié par 1.41 du coup on peut avoir ça à brancher sur l’arc de découpe : 30V*1,41=42V
Ce qui veut dire l’intensité maxi avant de griller un transfo vaut ça : 150VA/42V=3,5A
Mais en gros si on veut garder le transfo intact longtemps il ne faut pas l’utiliser à plus 75% donc : 3.5Ax0,75=2,6A
A retenir avec un transfo et les enroulements en série 150VA 15V on peut disposer de 42V et 2,6A.
![]()
Pour tous ceux qui n’arrivent pas à se décider ou qui veulent une alimentation qui soit capable de fournir 2 tensions différentes avec le même transformateur.
Objectif : Ce câblage permet de sélectionner un montage série ou parallèle des enroulements du transfo avec un seul inter. D’après le schéma ci contre il faut 2 interrupteurs.
![]()
Avec un inverseur bipolaire on-on, on combine 2 inters, ce qui permet de les manipuler avec un seul levier.
![]()
Et on le câble comme ça :
![]()
Attention : Il faut choisir un interrupteur adapté à l’usage que vous voulez en faire !
Avec ces transfos pour bien savoir ce que l’on a en main il faut bien lire l’étiquette. Voici un transfo torique 150VA 2x18V :
![]()
Chaque enroulement peut théoriquement fournir 4,17A. La figure ci-dessous présente les enroulements avec les mêmes couleurs de câble que ceux de la photo ci-dessus.
![]()
C’est en fait le transfo que j’utilise pour la chauffe du fil avec une MM2001 (carte de pilotage de table CNC). J’utilise également l’inter de sélection série/parallèle.
Regardons ce que je peux attendre de mon alim après redressement et lissage du courant :
Avec les enroulements en série :
La tension : 2x18Vx1.41 = 51V
L’intensité 150VA/51Vx0,75=2,2A
Avec les enroulements en parallèle :
La tension :18Vx1.41 = 25,5V
L’intensité 150VA/25,5Vx0,75=4,4A
Il doit pouvoir laisser passer une tension et une intensité 1,5 fois supérieure a celles trouvées par les calculs
Il doit accepter une tension au moins 10V supérieure a celle calculée. Exemple : pour 51V je prends un condensateur de 63V ou mieux encore 100V.
Pour la capacité c’est 2200 μF au minimum et plus la capacité est grosse mieux le courant est lissé, 4700μF c’est bien.
Pour ceux qui ne trouvent que des petits condensateurs on peut les brancher en parallèle les capacités s’additionne et ça marche comme un gros.
![]()
Auteur : Marc
Blog : http://www.aeropassion.net/cncalternative